What Is Surface Treatment?
Surface treatment is applied to increase the efficiency of all powder coating and wet paints. Corrosion resistance and adhesion ability of
the paint increase as a result of the correct surface treatment. Problems such as corrosion and blisterization in the coating are caused by
improper application of the preliminary preparation. Surface treatment is usually more important than the final coating.
No matter how good the applied paint system is, long-term protection should not be expected from the paint unless the foreign substances on the surface (oil, rust, grease, oxide layer, etc.) are completely cleaned and a full contact between the paint and the surface is achieved. Because, foreign substances that will remain between the paint and the surface negatively affect the main properties such as adhesion, hardness, gloss and resistance expected from the paint.
No matter how good the applied paint system is, long-term protection should not be expected from the paint unless the foreign substances on the surface (oil, rust, grease, oxide layer, etc.) are completely cleaned and a full contact between the paint and the surface is achieved. Because, foreign substances that will remain between the paint and the surface negatively affect the main properties such as adhesion, hardness, gloss and resistance expected from the paint.
What Are The Advantages Of Surface Treatment?
* The surface is cleaned from all kinds of oil, rust and dirt.
* Thanks to the coating applied, roughness occurs on the surface, the surface area increases and the necessary conditions are provided for the paint to adhere well.
* As a result of minor scratches and distortions that may occur due to various reasons in the paint film, rust that can start from the weak point and continue under the paint is prevented.
* Metal becomes suitable for cold working such as drawing, cold forming, forging, ironing...etc.
* Corrosion resistance increases with wax and rust preventive oils.
* Protection resistance and lubrication increases for moving parts.
* Sudden changes due to thermal expansion between metal and coating are minimized.
* Thanks to the coating applied, roughness occurs on the surface, the surface area increases and the necessary conditions are provided for the paint to adhere well.
* As a result of minor scratches and distortions that may occur due to various reasons in the paint film, rust that can start from the weak point and continue under the paint is prevented.
* Metal becomes suitable for cold working such as drawing, cold forming, forging, ironing...etc.
* Corrosion resistance increases with wax and rust preventive oils.
* Protection resistance and lubrication increases for moving parts.
* Sudden changes due to thermal expansion between metal and coating are minimized.
Why Is Degreasing Applied?
The degreasing process is the first and most important phase of the surface treatment process. There are oils on the metal used to stop the
reaction with air. The task of these oils is to prevent contact with the oxygen in the air and prevent the metal from rusting. The same oils
make it impossible to perform phosphating and chromating. Therefore, the material should be made free of oil, dirt and rust.
In the metal processing and painting industry, oil provides protection of the sheets from corrosion and provides sliding during processing. Almost any type of metal contains little or a large amount of oil. Although it is generally in the form of mineral oil, animal fats can also be found.
There should be no oil on parts that will be electrostatic powder coated or wet painted. If oil is not completely removed from the metal surface, surface treatment applications cannot be applied successfully. In addition, the oil on the metal expands out when baking in 180 - 200 °C ovens in powder paint and goes over the paint in pores. Yellowing of the paint, color differences and sticking problems can be caused by oily metal. Therefore, after the metal is completely cleaned from oil, it should go into chromate coating or phosphating process.
The degreasing process may differ in both chemical and application aspects. Acidic, alkali and neutral degreasing chemicals can be used. Methods such as spraying, dipping, ultrasonic and hand wiping are the main application types. Which method and which chemical to use can be determined according to the property of the metal and the operating conditions. They are suitable to be used before iron phosphating, zinc phosphate coating, manganese phosphate and chromate coating baths.
Alkali degreasing chemicals are used as hot solutions. Temperature between 60-95 °C, 5-10 minutes processing time, 3-10% concentration is sufficient for degreasing.
Acidic degreasing can work in ambient environment, and if it runs hot, its efficiency will increase. This type of degreasing will not only degrease the metal, but also remove the rust and scale.
Neutral degreasers are generally used in spray iron phosphating baths. Metal cleaning properties of spraying systems are higher than dipping systems. Spraying baths provides time and economy advantages in longer period. The negative side is that the initial investment cost is high.
Ultrasonic degreasing baths work with sound vibration. It provides movement of the parts and solution with micro sound waves, allowing the oil to be cleaned more easily.
Important parameters to be considered in degreasing baths are temperature, duration, total alkalinity, total acid, concentration and pressure. It is most easily understood in the rinsing bath that there is no oil left on a part. Water-break test is applied. If the water particles remain on the rinsed part, it means that the metal is not completely degreased.
In the metal processing and painting industry, oil provides protection of the sheets from corrosion and provides sliding during processing. Almost any type of metal contains little or a large amount of oil. Although it is generally in the form of mineral oil, animal fats can also be found.
There should be no oil on parts that will be electrostatic powder coated or wet painted. If oil is not completely removed from the metal surface, surface treatment applications cannot be applied successfully. In addition, the oil on the metal expands out when baking in 180 - 200 °C ovens in powder paint and goes over the paint in pores. Yellowing of the paint, color differences and sticking problems can be caused by oily metal. Therefore, after the metal is completely cleaned from oil, it should go into chromate coating or phosphating process.
The degreasing process may differ in both chemical and application aspects. Acidic, alkali and neutral degreasing chemicals can be used. Methods such as spraying, dipping, ultrasonic and hand wiping are the main application types. Which method and which chemical to use can be determined according to the property of the metal and the operating conditions. They are suitable to be used before iron phosphating, zinc phosphate coating, manganese phosphate and chromate coating baths.
Alkali degreasing chemicals are used as hot solutions. Temperature between 60-95 °C, 5-10 minutes processing time, 3-10% concentration is sufficient for degreasing.
Acidic degreasing can work in ambient environment, and if it runs hot, its efficiency will increase. This type of degreasing will not only degrease the metal, but also remove the rust and scale.
Neutral degreasers are generally used in spray iron phosphating baths. Metal cleaning properties of spraying systems are higher than dipping systems. Spraying baths provides time and economy advantages in longer period. The negative side is that the initial investment cost is high.
Ultrasonic degreasing baths work with sound vibration. It provides movement of the parts and solution with micro sound waves, allowing the oil to be cleaned more easily.
Important parameters to be considered in degreasing baths are temperature, duration, total alkalinity, total acid, concentration and pressure. It is most easily understood in the rinsing bath that there is no oil left on a part. Water-break test is applied. If the water particles remain on the rinsed part, it means that the metal is not completely degreased.
What Is Phosphating?
Phosphate coating is formed by the reaction of a metal and a chemical solution. Phosphate layer is the insoluble iron, zinc or manganese
phosphate structure on the surface according to the feature of the phosphate coating product.
The phosphate coating reaction is considered an acid-base reaction with the dissolution of the metal surface with phosphoric acid. Meanwhile, regional pH increase is observed. Metallic phosphate becomes insoluble on metal and forms a metallic colored structure.
For more technical information >>>
It can be applied in three ways as iron phosphate, zinc phosphate and manganese phosphate. It can be used as an under paint application, for cold drawing processes or before protective oils. It can be used to coat iron, steel and in some cases aluminum and zinc surfaces. It is common to use with immersion and spray methods. Temperature, concentration, time, pH and total-free acid are the points to be considered. Depending on the phosphating type and process structure, it can be done at 35-98 ºC for 5-10 minutes and in 3-20% by concentration. In general, if a metal reacts with phosphoric acid, it can be understood that phosphate can be coated.
The phosphate coating reaction is considered an acid-base reaction with the dissolution of the metal surface with phosphoric acid. Meanwhile, regional pH increase is observed. Metallic phosphate becomes insoluble on metal and forms a metallic colored structure.
For more technical information >>>
It can be applied in three ways as iron phosphate, zinc phosphate and manganese phosphate. It can be used as an under paint application, for cold drawing processes or before protective oils. It can be used to coat iron, steel and in some cases aluminum and zinc surfaces. It is common to use with immersion and spray methods. Temperature, concentration, time, pH and total-free acid are the points to be considered. Depending on the phosphating type and process structure, it can be done at 35-98 ºC for 5-10 minutes and in 3-20% by concentration. In general, if a metal reacts with phosphoric acid, it can be understood that phosphate can be coated.
Iron Phosphate And Applications
Iron phosphating is applied by spraying, dipping, brushing or wiping methods for parts that do not require high corrosion. The investment cost is
low and the number of treatment baths of the line is less than zinc phosphate coating. Generally, iron phosphating is used in the interior for
parts that will not be affected by conditions such as sun and rain. Iron phosphate is a suitable coating method for iron, steel and galvanized metals.
Iron phosphate coating forms a coating on the metal surface in the range of 0.2 - 1.0 g/m². Starting from blue on the surface of the metal, it coats in shades of yellow, red, gray. Color differences can be caused by metal type, processing time, chemical content, and bath concentration. Processing temperatures are not too high. Bath temperature can vary between 40-65ºC depending on the product and usage method. It is ideal to have a bath pH between 3.5 and 6.0. A faster and aggressive coating occurs at lower pHs, and a softer coating at higher pHs. If a suitable coating has not been formed on the metal, problems may occur in passivation and drying processes. Therefore, the conditions of use in the product leaflet must be complied with. Iron phosphating has high protection under paint but does not provide high corrosion resistance on its own. For this reason, the iron phosphate coated part should be quickly dried and put into painting process without delay. Parts waiting to be painted for a long time may form rust after a certain period of time.
The purpose of using iron phosphate is to facilitate the adhesion of the paint. As a result of the coating formed, the paint adheres to the surface much better. The paint, which is firmly attached to the surface, has high resistance to impacts. In addition, iron phosphate coating acts as a buffer between metal and paint. It minimizes paint deformation caused by internal and external temperature differences. The paint may be damaged when the painted parts are blown during transport or afterwards. Iron phosphate coating reduces the speed of oxidation that will proceed under the paint.
Iron phosphate coating forms a coating on the metal surface in the range of 0.2 - 1.0 g/m². Starting from blue on the surface of the metal, it coats in shades of yellow, red, gray. Color differences can be caused by metal type, processing time, chemical content, and bath concentration. Processing temperatures are not too high. Bath temperature can vary between 40-65ºC depending on the product and usage method. It is ideal to have a bath pH between 3.5 and 6.0. A faster and aggressive coating occurs at lower pHs, and a softer coating at higher pHs. If a suitable coating has not been formed on the metal, problems may occur in passivation and drying processes. Therefore, the conditions of use in the product leaflet must be complied with. Iron phosphating has high protection under paint but does not provide high corrosion resistance on its own. For this reason, the iron phosphate coated part should be quickly dried and put into painting process without delay. Parts waiting to be painted for a long time may form rust after a certain period of time.
The purpose of using iron phosphate is to facilitate the adhesion of the paint. As a result of the coating formed, the paint adheres to the surface much better. The paint, which is firmly attached to the surface, has high resistance to impacts. In addition, iron phosphate coating acts as a buffer between metal and paint. It minimizes paint deformation caused by internal and external temperature differences. The paint may be damaged when the painted parts are blown during transport or afterwards. Iron phosphate coating reduces the speed of oxidation that will proceed under the paint.
Zinc Phosphate And Applications
Zinc phosphate coating is generally used for metal parts that require long-term corrosion and impact resistance. It is preferred for painted parts to be used
outdoors. Zinc phosphating is applied in the automotive industry, in the wire drawing and tube drawing industry and for many kinds of metal parts before
protective lubrication. It is a suitable coating method for iron, steel and galvanized parts.
- Zinc Phosphate for Under-paint Application
- Zinc Phosphate for Wire Drawing
- Zinc Phosphate for Tube Drawing
- Heavy Zinc Phosphate Coating
Zinc phosphating forms a crystalline coating on metal. Depending on the product used, the zinc phosphate coating weight can vary from 2 to 35 g/m². Zinc phosphate coating weight suitable for under-paint is 2-5 g/m². The coating with high crystal and thickness is not suitable for under- paint. Zinc phosphate coating weights used in wire drawing and tube drawing lines are 7-15 g/m². It is not recommended as lower coating causes problems for drawing dies and molds. Zinc phosphate coating at the level of 20-35 g/m² is used before protective oiling. The aim is to provide long-term corrosion resistance by keeping the protective oil between the zinc phosphate crystals.
Zinc phosphating process can be used in dipping or spraying lines. Alkaline or acidic degreaser must be in front of the phosphate coating line. Zinc phosphate coating of oily and rusty metal is not suitable. In order for zinc phosphate crystals to be thin and homogeneous, activation application is required just before the phosphate bath. Important parameters to be considered; total acid, phosphate point, free acid, temperature, time, iron point and accelerator point.
- Zinc Phosphate for Under-paint Application
- Zinc Phosphate for Wire Drawing
- Zinc Phosphate for Tube Drawing
- Heavy Zinc Phosphate Coating
Zinc phosphating forms a crystalline coating on metal. Depending on the product used, the zinc phosphate coating weight can vary from 2 to 35 g/m². Zinc phosphate coating weight suitable for under-paint is 2-5 g/m². The coating with high crystal and thickness is not suitable for under- paint. Zinc phosphate coating weights used in wire drawing and tube drawing lines are 7-15 g/m². It is not recommended as lower coating causes problems for drawing dies and molds. Zinc phosphate coating at the level of 20-35 g/m² is used before protective oiling. The aim is to provide long-term corrosion resistance by keeping the protective oil between the zinc phosphate crystals.
Zinc phosphating process can be used in dipping or spraying lines. Alkaline or acidic degreaser must be in front of the phosphate coating line. Zinc phosphate coating of oily and rusty metal is not suitable. In order for zinc phosphate crystals to be thin and homogeneous, activation application is required just before the phosphate bath. Important parameters to be considered; total acid, phosphate point, free acid, temperature, time, iron point and accelerator point.
Manganese Phosphate And Applications
Manganese phosphate coating is generally used in the coating of moving parts working in oily environment in the metal industry. The coated parts keep the
protective oil in it for a long time and become resistant to high temperatures and pressures. Wear of metal parts from friction is prevented. It is widely
used in arms industry, automotive, gear and machinery manufacturing business.
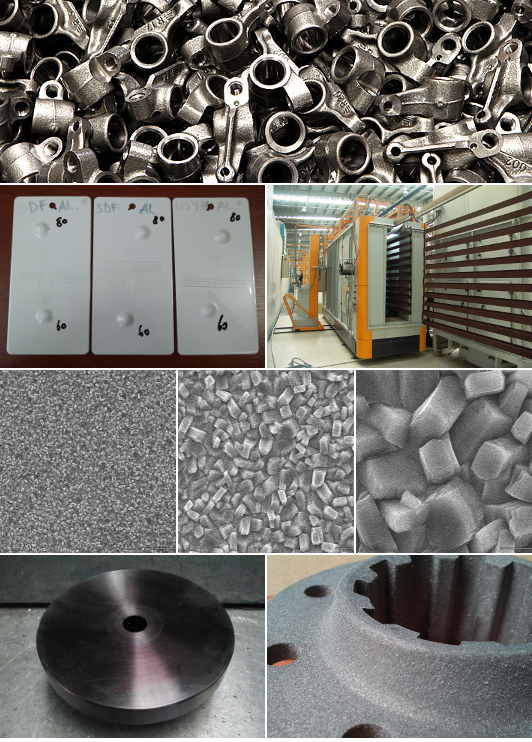
Mangan phosphating is a coating type applied by dipping method for iron, steel and cast parts. A darker coating is obtained compared to zinc phosphate coatings. Coating weight is generally 10-20 g/m².
Image of Wire Drawing Zinc Phosphate Coating - 1 >>>
Image of Wire Drawing Zinc Phosphate Coating - 2 >>>
Image of Wire Drawing Zinc Phosphate Coating - 3 >>>
Mangan phosphating is a coating type applied by dipping method for iron, steel and cast parts. A darker coating is obtained compared to zinc phosphate coatings. Coating weight is generally 10-20 g/m².
Image of Wire Drawing Zinc Phosphate Coating - 1 >>>
Image of Wire Drawing Zinc Phosphate Coating - 2 >>>
Image of Wire Drawing Zinc Phosphate Coating - 3 >>>
What Is Chromating?
Similar to the phosphate process applied on iron and steel materials, it is called chromating for aluminum. It is possible to coat chromate in yellow, green and
transparent colors as yellow chromate is based on Cr +6, green and transparent chromate is based on Cr +3 mostly. Coating weight can be between 0.4 and 1.5 g/m²
depending on the time and type.
The absence of oil, oxide and other impurities on the metal material and its proper wear are of great importance before the chromating process. If hot degreasing is used, a dilute caustic bath can be used to etch followed by acidic etching. If acidic degreasing is going to be used, degreasing and etching is done in the same treatment bath. The aluminum material, which has been degreased and the surface oxide layer has been cleaned, is ready for chromate coating and subsequently for painting.
The absence of oil, oxide and other impurities on the metal material and its proper wear are of great importance before the chromating process. If hot degreasing is used, a dilute caustic bath can be used to etch followed by acidic etching. If acidic degreasing is going to be used, degreasing and etching is done in the same treatment bath. The aluminum material, which has been degreased and the surface oxide layer has been cleaned, is ready for chromate coating and subsequently for painting.
Aluminium Chromate And Applications
The purpose of the chromate coating applied on aluminum is to provide better adhesion to the paint and increase the corrosion resistance. All types of chromate
coating or chrome-free coating can be made by dipping or spraying. Although yellow chromate is widely used, chrome-free passivation products have been preferred
more recently.
With the yellow chromate coating, a very good paint adhesion and corrosion resistance is achieved. A chrome +6 coating is formed. Chromate bath also consists of Chromium +6. While discharging, waste treatment has to be done one and during this process, Chrome +6 should be converted to Chrome +3.
In the green and transparent chromating process, treatment bath contains Chrome +6. The coating formed on aluminum is mainly in the form of Chrome +3. However, during waste treatment of the bath, Chrome +3 conversion has to be done as required in yellow chromate baths.
In chrome-free coating processes, coating is provided with Zirconium, Titanium and binder-based products. The water quality of the coating / passivation bath and rinsing bath is important in this type of process. It is necessary to use deionized water. Increasing rinsing water conductivity caused by dragging should be prevented and continuous refreshing should be done.
With the yellow chromate coating, a very good paint adhesion and corrosion resistance is achieved. A chrome +6 coating is formed. Chromate bath also consists of Chromium +6. While discharging, waste treatment has to be done one and during this process, Chrome +6 should be converted to Chrome +3.
In the green and transparent chromating process, treatment bath contains Chrome +6. The coating formed on aluminum is mainly in the form of Chrome +3. However, during waste treatment of the bath, Chrome +3 conversion has to be done as required in yellow chromate baths.
In chrome-free coating processes, coating is provided with Zirconium, Titanium and binder-based products. The water quality of the coating / passivation bath and rinsing bath is important in this type of process. It is necessary to use deionized water. Increasing rinsing water conductivity caused by dragging should be prevented and continuous refreshing should be done.
Why Is Passivation Applied?
Passivation process is used at the last stage of phosphate coating lines. It is a useful application in order to eliminate the negative effect
of ions giving hardness to rinsing water and to provide additional corrosion resistance on phosphate coating.
A significant increase in salt test results is achieved by using it before painting or before protective lubrication.
A significant increase in salt test results is achieved by using it before painting or before protective lubrication.
Vibratory Finishing Chemicals And Applications
Vibration chemicals used in rotofinish/vibration machines are generally used for deburring, degreasing, polishing and corrosion protection of small metal parts. It
can be of medium alkaline and acidic based and can be used for aluminum, zamak, brass, stainless, iron, steel and copper materials.
If metal parts are to be painted, degreasing and deburring is done. Parts are degreased using acidic chemicals in the same machine. With the help of deburring stones, burrs in the corners are cleaned. Paint adhesion becomes better on abraded surface. The parts taken in the rotofinish machine for deburring are then taken into another machine for polishing. Polished parts are resistant to corrosion.
If metal parts are to be painted, degreasing and deburring is done. Parts are degreased using acidic chemicals in the same machine. With the help of deburring stones, burrs in the corners are cleaned. Paint adhesion becomes better on abraded surface. The parts taken in the rotofinish machine for deburring are then taken into another machine for polishing. Polished parts are resistant to corrosion.
Grinding Fluids And Applications
Grinding / cooling chemicals are slightly alkaline products used in machines in metal cutting works. Heating occurs due to the grinding of the metal
workpiece and the grinding stone in the surface grinding machine. The aim is to reduce heating and protect the machine and parts from wear and rusting.
It is suitable for iron, steel, casting, copper and aluminum materials.
Grinding fluids work together with metal and stone, making the environment sliding at the same time. It prevents heating by lowering the coefficient of friction.
Grinding fluids work together with metal and stone, making the environment sliding at the same time. It prevents heating by lowering the coefficient of friction.
Paint Strippers And Applications
Paint remover products are mainly used for electrostatic powder paint and wet painting jobs to remove the paints on the hooks and hangers exposed to paint for a long time.
Incorrectly painted parts are also available for paint removal. It is suitable for use on parts such as aluminum, iron, steel, copper and zinc.
The amount of paint on the hanging apparatus increases over time. If this increased paint coating is not removed, it becomes both inoperable and starts to increase the consumption of powder coating by reducing conductivity. For this reason, the hanging apparatus should be cleaned with paint remover products at certain intervals.
Paint remover chemicals are generally solvent based and operate at ambient temperature. It can be used for all kinds of metal. The processing time may vary depending on the amount of paint, color and chemical structure of the paint. Using solvent-based paint remover in a closed container reduces volatility based consumption.
Alkali based paint removers should work at high temperatures such as 80 ºC - 120 ºC. The bath preparation concentration of these products, which can be diluted with water, is between 30 - 50%. Processing time varies depending on the thickness and properties of the paint on the part.
The amount of paint on the hanging apparatus increases over time. If this increased paint coating is not removed, it becomes both inoperable and starts to increase the consumption of powder coating by reducing conductivity. For this reason, the hanging apparatus should be cleaned with paint remover products at certain intervals.
Paint remover chemicals are generally solvent based and operate at ambient temperature. It can be used for all kinds of metal. The processing time may vary depending on the amount of paint, color and chemical structure of the paint. Using solvent-based paint remover in a closed container reduces volatility based consumption.
Alkali based paint removers should work at high temperatures such as 80 ºC - 120 ºC. The bath preparation concentration of these products, which can be diluted with water, is between 30 - 50%. Processing time varies depending on the thickness and properties of the paint on the part.
Rust Removers And Applications
Rust removal process is generally described as the process of removing oxide layer with acidic chemicals from metal surface. Different acids can be used with different methods.
Appropriate rust remover should be used depending on the type of metal. Oxidation which is not very obvious in parts such as aluminum and zinc; it is very prominent and common in materials such as iron, steel and cast iron. Surface treatment cannot be applied on materials with rust and scale. In particular, it is not possible to coat iron phosphate, manganese phosphate and zinc phosphate.
Rust removing products can be applied by dipping, spraying and brushing method. With brush or hand cleaning, the metal is degreased at the same time. If it will be applied as dipping or spraying, degreasing must be done first. Rust removal of the parts that are not degreased is difficult.
Some of the rust remover products contain surfactants and an acid inhibitor. With use of such these products, both the grease and the rust on the part are cleaned. In addition, acid inhibitor prolongs the working bath life and prevents excessive wear of the metal.
Rust removing products generally work at ambient temperature. Higher temperature rust removal takes place in a shorter time.
Appropriate rust remover should be used depending on the type of metal. Oxidation which is not very obvious in parts such as aluminum and zinc; it is very prominent and common in materials such as iron, steel and cast iron. Surface treatment cannot be applied on materials with rust and scale. In particular, it is not possible to coat iron phosphate, manganese phosphate and zinc phosphate.
Rust removing products can be applied by dipping, spraying and brushing method. With brush or hand cleaning, the metal is degreased at the same time. If it will be applied as dipping or spraying, degreasing must be done first. Rust removal of the parts that are not degreased is difficult.
Some of the rust remover products contain surfactants and an acid inhibitor. With use of such these products, both the grease and the rust on the part are cleaned. In addition, acid inhibitor prolongs the working bath life and prevents excessive wear of the metal.
Rust removing products generally work at ambient temperature. Higher temperature rust removal takes place in a shorter time.
Acid Corrosion Inhibitors And Applications
Acid corrosion inhibitors are used to extend the activity period of acids and to minimize metal wear. It can be used for sulfuric acid, hydrochloric acid, phosphoric acid,
formic acid, sulfamic acid, acetic acid, oxalic, etc.
A high concentration of acid is used in the galvanizing, wire drawing and tube drawing processes to completely clean the metal from rust and scale. Metal wear continues after rust and scale cleaning. Corrosion inhibitor products function at this stage, minimizing wear by creating a barrier between the metal surface and the acid solution. Unnecessary acid-metal reaction is prevented, which reduces the dispersion of acid vapor into the working environment.
High temperature acid corrosion inhibitor is used for hydrochloric acid in works such as underground drilling, well drilling and reinjection.
A high concentration of acid is used in the galvanizing, wire drawing and tube drawing processes to completely clean the metal from rust and scale. Metal wear continues after rust and scale cleaning. Corrosion inhibitor products function at this stage, minimizing wear by creating a barrier between the metal surface and the acid solution. Unnecessary acid-metal reaction is prevented, which reduces the dispersion of acid vapor into the working environment.
High temperature acid corrosion inhibitor is used for hydrochloric acid in works such as underground drilling, well drilling and reinjection.
© 2019 ILVE CHEMICAL COMPANY LTD. - All rights reserved.